Category: Education
Rent-to-Own Oxygen System vs Oxygen Bottle Rental Costs Calculator Tool
Which should you choose as a lampworker? Renting bottles or making oxygen on-site? Oxygen costs vary widely depending on location, supplier, and usage. This comparison is designed to help you determine whether rent-to-own makes sense for your specific situation. Typical Oxygen Rental Costs (What We See in the Field) Cost Component Typical Low End Typical…
Written by
Preparing a Second-Hand Tank for O₂ Storage
We outline the essential steps for preparing a second-hand steel tank for safe oxygen storage, from proper degreasing and rust treatment to thorough drying and inspection. By carefully removing contaminants and moisture, we ensure the tank is clean, compliant, and ready for reliable O₂ service while reducing the risk of combustion and contamination.
Written by

Fixing The Pressure of Oxygen Concentrators for Powering a Flameworking Torch
Oxygen Concentrators can be the life breath of a glass studio, or the source of frustration and a scorched torch face. Read more in our article on upgrading the pressure and flow of O2 Concentrators for optimal lampworking.
Written by

What is The Proper Name of Oxygen and Gas Fittings for Torch Hook Up and Connections
Learn how to read CGA fitting numbers with our clear explanation of the CGA-023 B code. Understand CGA standards, thread direction, size classes, and common fitting types to ensure safe and accurate gas connections.
Written by

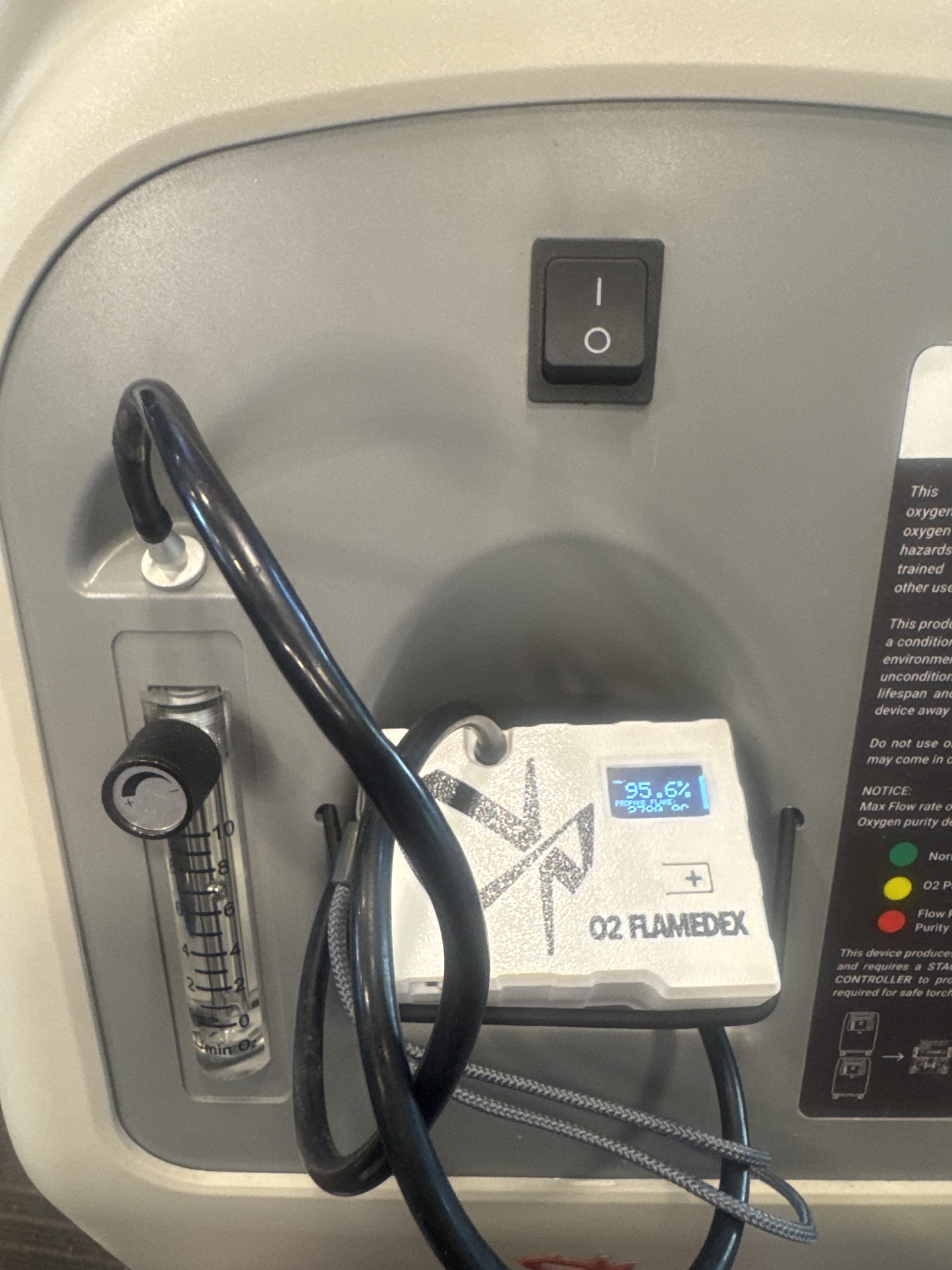
Choosing the Right Oxygen Purity Meter for PSA Systems in Torch Work: Why We Built a Self-Calibrating Ultrasonic Option
If you use a PSA oxygen system for glass, metal, or flame work, you’ve probably wondered how to verify the purity coming off your concentrators and into storage. We’re introducing a lower-cost, self-calibrating oxygen purity meter that uses an ultrasonic module (speed-of-sound) rather than the typical electrochemical, paramagnetic, or zirconia techniques. This post explains the…
Written by

How Pure Can Concentrated Oxygen Get? The Real Limit — and Why PSA Works for Glassblowers
Concentrators make enriched oxygen using PSA technology. There’s a natural question: How pure can PSA/Concentrated Oxygen actually get, and does that matter at the bench? For glassblowers, oxygen quality shows up in the flame: heat, stability, and how predictably the torch responds when you push your work. Given this importance, why would studios move away…
Written by